Mollart Engineering Continue To Push Boundaries With Our Latest High Performance Drillsprint Series
For many years Mollart has integrated deep hole drilling machines into customers' automated manufacturing lines. Today we have gone a step further, with the design and manufacture of high-performance Drillsprint machines with robot cells. These drilling machines can be used in a variety of industries, in this case the Automotive industry. The machine cell also includes industry 4.0 technology (Smart factory) which will increase productivity and safety.
Leading The Way In Machine Integrated Technology
Mollart is at the forefront of the design and development of deep hole drilling machines and incorporates the very latest technology in our machines. These new integrated technologies include:
-
Automation and data transfer technologies
-
Internet of things (IoT),
-
Advanced computers & software.
These smart machines are equipped with many sensors, embedded software and robotics that allow the customer to collect data from production operations and interconnect the data with their ERP system.
Technologies Included In The New Drillsprint Series:
These advanced technologies have been built into the machine cell, providing the customer with real-time visibility of production & operational information such as:
-
Tool life
-
Machine’s productivity
-
Production cost
-
Predictive maintenance
Automatic Alarm - The control system has a built-in alarm signalling when cutting tools need changing, this is based on the lifetime usage of the tools.
Smart Meters - The Drillsprint machine is also installed with smart meters, which can automatically record the power consumption of each machine per shift and per day.
Programmable Robot and Automatic Doors - The machines are fitted with a fully programmable robot interface and automatic door opening and closing system, all of which comply with ‘CE’ standards.
Fanuc Robot
The machines Fanuc M20iD25 robot includes:
-
Profinet - both (board & software)
-
FL-Net with 25 KG payload capacity
-
3 gripper heads mounted to a gantry supplied by GÜDEL.
-
Ethernet connectivity to the machine cell
There is full cell guarding to the perimeter of the cell and two EKS programmable interlocked entrance gates for cell tool change and service access. Each level of setter operator has different capabilities depending on the key used to access the cell. The two load / unload stations have two draw type loading trays holding 6 parts each, 12 in total. All the draws are fitted with interlocks and switches so the cell can be loaded and unloaded with two operators. This provides full protection from the Robot should one of the draws be opened.
Machine Capabilities
The machines installed are a special version of the Mollart Drillsprint designated LDHP3-750. They are designed to meet the communications standards that are present throughout the cell and are capable of gundrilling on all 3 spindles of holes from ø2mm to ø12mm, up to 750mm drilling depth.
The machine can run the Botek Type 113 solid carbide HP tools to maximise performance. A special fixture has been designed to allow for drill deviation adjustment, should this be necessary. The customer has 3 holes in each part, with two different diameters 6 & 7mm. The depth of hole is different for each one and is up to 384mm deep. Mollart has chosen to drill the hole at the 6 O’clock position so that the adjustable tailstock can change the position if required. This decision was taken as the only 1.5mm land between the holes and with drilling very quickly drill deviation can occur. See Figure 1 below.
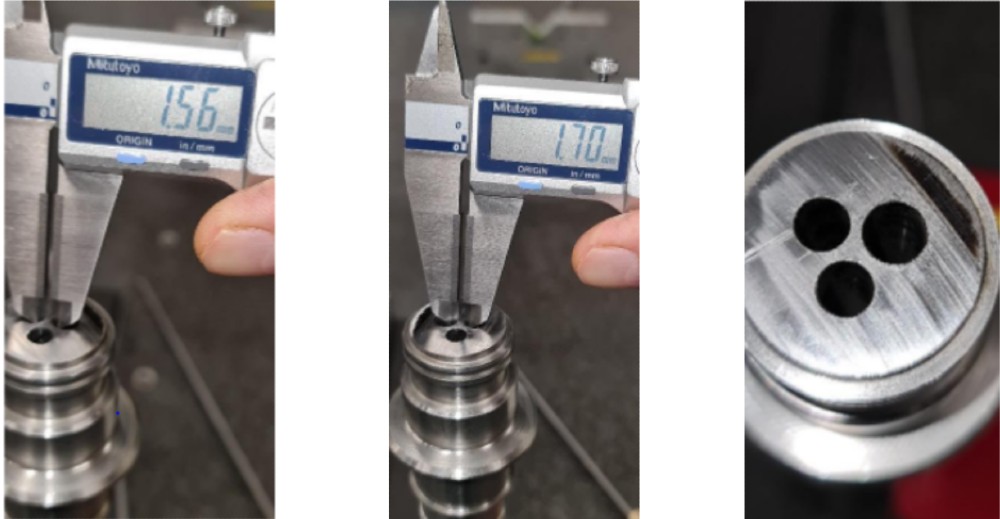 Figure 1
Figure 1
Mollart’s Quality Promise
Mollart’s quality promise to the customer was to drill within 0.6mm of the true position at 383 depth worst case. We actually managed to maintain 0.2mm of the true position at a drilling depth of 200mm per min in an alloy steel. Special oil blown through the inside of the machines reduces the amount of oil going out with each part.
Mollart Designed Work Rotation Station
Once the first hole is drilled, the robot removes the parts and places them into the special Mollart designed work rotation station. This station is designed to turn the part so it is ready to be loaded to the next machine,it takes just 1 second! The robot then delivers the parts to the next machine, which has a location pin that picks up on the first hole for the final location. Once the machine has finished the hole, the Robot delivers the parts via the second rotation station to the final machine. The robot then picks up the parts which go to the output trays where the operators can unload them safely.
If you would like to know more about this machine or would like to discuss a project with us please get in touch here