What Is The Advantage Of Using Mollart’s MD1 BTA Gundrilling Machine Compared To Similar Machines?
The advantage of using the MD1 BTA gundrilling machine in comparison to other similar machines, is based upon its individual design. This machine has a drilling capacity ranging from 5mm up to 50mm but what makes it really unique, is the ability to run the operation of BTA drilling and Gundrilling on the same machine with only 10 minutes changeover from one system to the other.
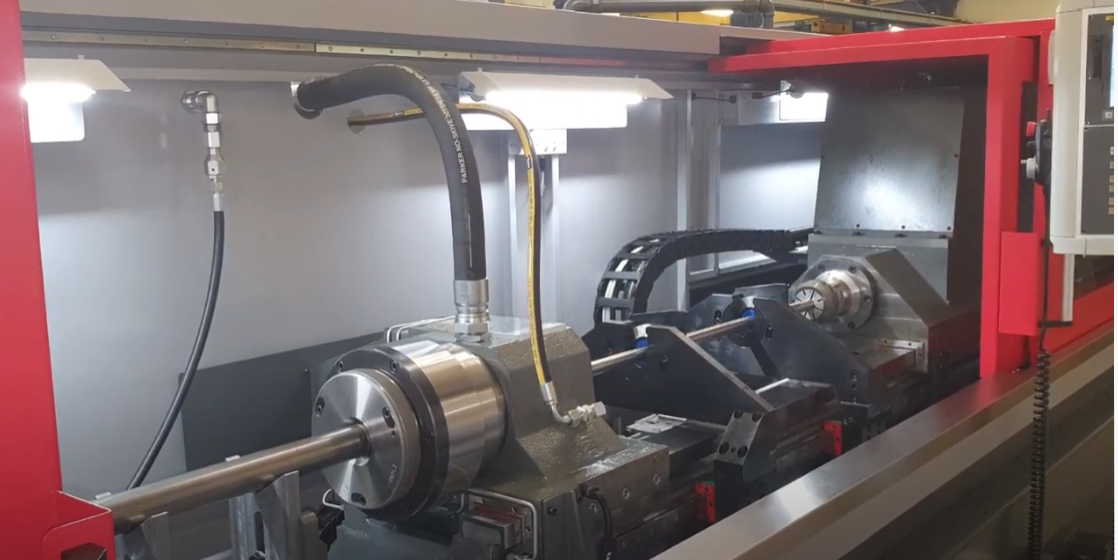
The new design of coolant into the spindle for gundrilling will now make it possible to split the pressure head and keep it sealed to perform the BTA drilling, while having it open when drilling with the gundrilling setup. The machine is fitted with FANUC 35-iB control system with full process monitoring. All machines are fitted with the latest communication package so that we can support the machine on a remote basis where necessary.
Here is a full list of what makes the MD1 BTA gundrilling machine unique:
- Capable of BTA drilling and gundrilling systems on the same machine.
-
Change over from BTA to gundrilling in less than 10 mins. Increasing efficiency over previous systems.
-
Remote support possible with every machine.
-
Using the Focus Library on the control it is possible to send status and performance information to a central system. (Fanuc Options required)
-
Auto positioning whip guides/tube dampers
-
Enable one piece of equipment to be employed instead of two.
-
Dedicated pumps, one for BTA, one for high-pressure gundrilling.
-
Saving footprint space on the shop floor for dual drilling system.
-
Stainless steel plate type heat exchanger and chiller to maintain oil temperature in processing.
-
Quick-release cone location for accurate positioning of part.
-
The bushing system inside the pressure head can support the gundrilling and BTA without changeover.
-
Save manpower and electricity costs to run two systems in one machine.
-
Mollart achieved run out tolerances of 0.030mm TIR over 500mm drilling depth and surface finish 0.8 Ra in 15 – 5 PH material in a hardness condition of 30 HRC.
-
On the gundrilling side, an 8mm hole over 300mm was drilled in a High Chrome alloy 40 HRC and the surface finish was 0.4 Ra and concentricity 0.020mm over 300mm.
If you would like to know more about the MD1 Machine or to discuss a project then please get in touch.