ACCUBORE proves its boring capability
First production trials on pioneering development of the Mollart Acubore deep hole drilling centre, has not only proven its ability in creating a drill direction factor to maintain the straightness of a 63.5 mm diameter through bore in an oil industry component over a depth of 2,180 mm, but also demonstrated a cycle time saving of 2.5 hours over the previous method.
This operational saving, against a previous four hour drilling cycle on the Super Duplex material, has been achieved, largely due to a combination of the power available and rigidity of the Acubore build.
The 7-axis Acubore, developed at a cost of more than £550,000, is able to track the actual path of the drill point relative to the outside profile of the component as it penetrates the material using non-destructive high speed laser ultrasonic technology (LUT). LUT then feeds the captured data through specially developed algorithms that are integrated within the Fanuc 31i control system.
As a result, a straightness correction factor is applied through the machine’s X-axis independent steady support arrangement for the component in conjunction with its C-axis spindle rotation.
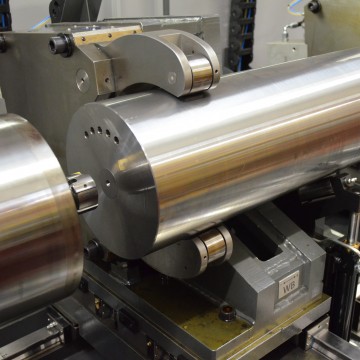
The oil industry destined parts are produced out of 250 mm diameter by 2,180 mm long, 13 per cent chromium Super Duplex stainless steel bar and each component weighs some 900 kg.
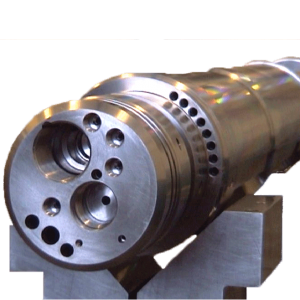
The change in method to produce the component’s central through bore on Acubore still involves Mollart creating the initial machining datum and removing any inbuilt stress from the material by turning the outside diameter and skimming both faces to ensure they are square and parallel.
The part is then loaded to the company’s 5-axis Centeplex, a hybrid combination milling and gundrilling centre, to produce a series of five, blind angle holes of 7.7 mm diameter at an angle of 5 deg, set on a pitch circle diameter and drilled to a depth of 330 mm from the end face.
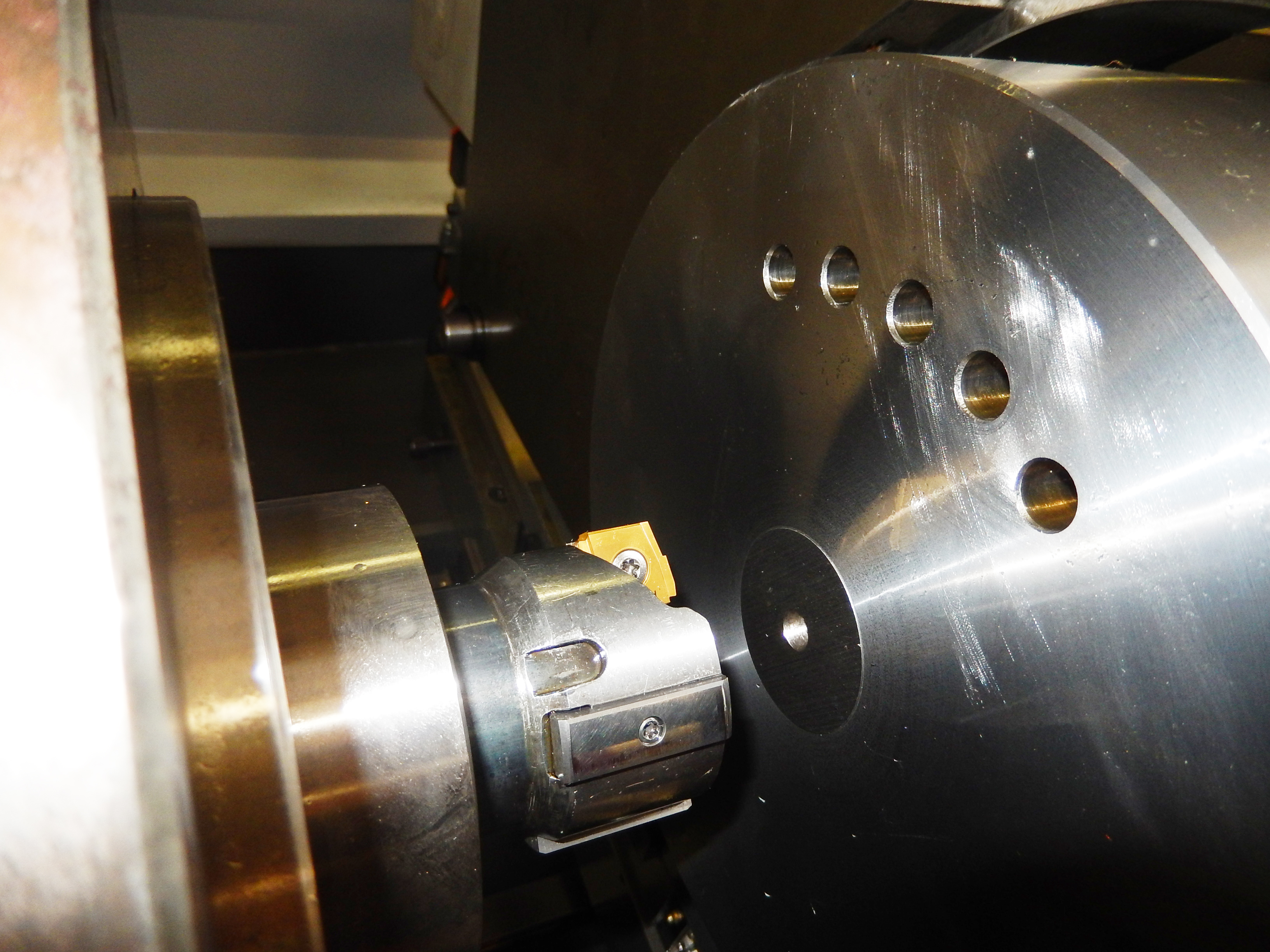
Due to the overall length of the material, using the insert based Botek BTA drill head, the 63.5 mm main bore is drilled from solid, to its halfway position. The material is then indexed around, relocated and the datum set to align and drill the main bore to break through. This complete cycle for the main bore previously took some four hours to complete on the Centeplex.
The drill head of Acubore was developed for power drilling with a 30 kW motor able to create up to 666 Nm of torque with a top speed of 5,000 revs/min. This enabled the machine to accommodate smaller hole sizes as well as freer machining material types. Set to run at 450 revs/min on the Super Duplex material with a feed rate of 80 mm/min, the coolant pressure head in the BTA Type 07 ‘chip-forward’ drill head, has a rate of flow of 190 lit/min.
The component is located in a C-axis three jaw rotational chuck with support of two independent X-axis programmable steadies integrated into the LUT via the Fanuc control to ensure the hole is straight and accurately aligned.
Once the cycle commences, the LUT system approaches the component and collects the first reference point from the centre line of the drill hole. The C-axis indexes and the laser then collects two further datum points, one above and one below centre line.
The LUT system remotely generates non-contact high frequency pulses of ultra-sound that propagates into the material which then returns to the material surface where a receiver transmits the captured data to the control to enable any displacement to be automatically calculated.
When correction is required, in conjunction with the machine’s phased rotation of the C-axis, any calculated data is fed directly to the appropriate X-axis of one, or both, of the two independent 3-point roller steadies located on the bed of the machine.